您好!歡迎您來到長春新特試驗機有限公司!
客戶服務熱線:0431-87823455

某某太陽能

 瀏覽器自帶分享功能也很好用哦~
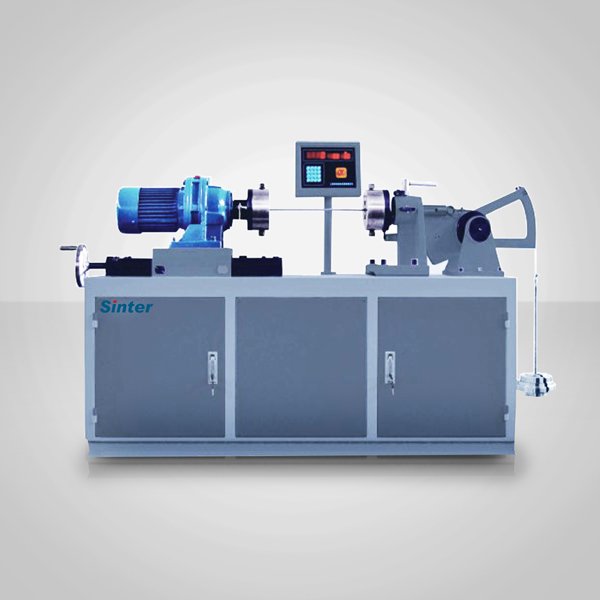
瀏覽器自帶分享功能也很好用哦~NX型線材扭轉試驗機適用于測定金屬線材(鋼線材、銅線材、鋁線材、鋁合金線材等線材)在單向或者雙向扭轉過程中所承受塑性變形能力及線材表面和內部的缺陷
產品詳情
適用標準
GB/T239《金屬線材扭轉試驗方法》
產品介紹
NX型線材扭轉試驗機由機座、調速器、夾持器、砝碼、記數器等組成。夾頭調整采用變頻電機無極調速,變頻器采用臺達品牌變頻器,主加載頭由電機帶動進行夾頭間距的調整,夾具采用四齒對夾式夾具進行線材的夾持,鉗口材料采用9SiCr,淬火回火處理,表面硬度HRC60-65。張緊力采用杠桿砝碼加載方式進行加載,以便于操作者輕松的搬動砝碼。夾頭間的間距通過標尺測量。
工作臺面采用整體鑄造型式
本機采用無極調速,自動記錄,轉速、圈數可設定,試樣斷裂后停止記錄,扭轉方式任意設定
線材矯直裝置采用液壓矯直方式向放置于矯直模具內的線材施加壓力,迫使線材變直。矯直模具總廠280mm,矯直時,一手握線材,然后腳踩腳踏開關,點動控制活塞,線材將被一段一段的矯直。


產品詳情
適用標準
GB/T239《金屬線材扭轉試驗方法》
產品介紹
NX型線材扭轉試驗機由機座、調速器、夾持器、砝碼、記數器等組成。夾頭調整采用變頻電機無極調速,變頻器采用臺達品牌變頻器,主加載頭由電機帶動進行夾頭間距的調整,夾具采用四齒對夾式夾具進行線材的夾持,鉗口材料采用9SiCr,淬火回火處理,表面硬度HRC60-65。張緊力采用杠桿砝碼加載方式進行加載,以便于操作者輕松的搬動砝碼。夾頭間的間距通過標尺測量。
工作臺面采用整體鑄造型式
本機采用無極調速,自動記錄,轉速、圈數可設定,試樣斷裂后停止記錄,扭轉方式任意設定
線材矯直裝置采用液壓矯直方式向放置于矯直模具內的線材施加壓力,迫使線材變直。矯直模具總廠280mm,矯直時,一手握線材,然后腳踩腳踏開關,點動控制活塞,線材將被一段一段的矯直。

選擇區號

 765140455
765140455